

联系我们

当前位置:
金鸿耀工程材料(张掖市分公司) >
张掖本地行业热点
止水铜板生产厂家
更新时间:2026-03-29 05:08:34 ip归属地:张掖,天气:晴转多云,温度:0-16 浏览次数:2 公司名称: 金鸿耀工程材料(张掖市分公司)
以下是:甘肃省张掖市止水铜板生产厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 10/米 |
| 发货期限 | 1 |
| 供货总量 | 995 |
| 运费说明 | 面议 |
| 范围 | 止水铜板供应范围覆盖甘肃省、兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 甘州区、民乐县、临泽县、高台县、山丹县等区域。 |
以下是:甘肃省张掖市止水铜板生产厂家的图文视频



【金鸿耀】为您提供临泽沥青纤维板、甘州打孔波纹管、天水沥青麻绳、武威土工格栅、嘉峪关聚乙烯醇纤维等多元产品与服务。止水铜板生产厂家,金鸿耀工程材料(张掖市分公司)为您提供止水铜板生产厂家的资讯,联系人:程经理,电话:【15650312333】、【15650312333】。 甘肃省,张掖市 张掖市自古以来就是丝绸之路商贾重镇和咽喉要道。元鼎六年(前111年)分出西部置敦煌郡,同时分出焉支山以东置张掖郡。张掖市文化沉积深厚,人文景观丰富,是历史文化名城和中国旅游城市。
别再错过任何细节!花费一分钟观看止水铜板生产厂家产品视频,让您的购买决策更加明智。
以下是:甘肃张掖止水铜板生产厂家的图文介绍


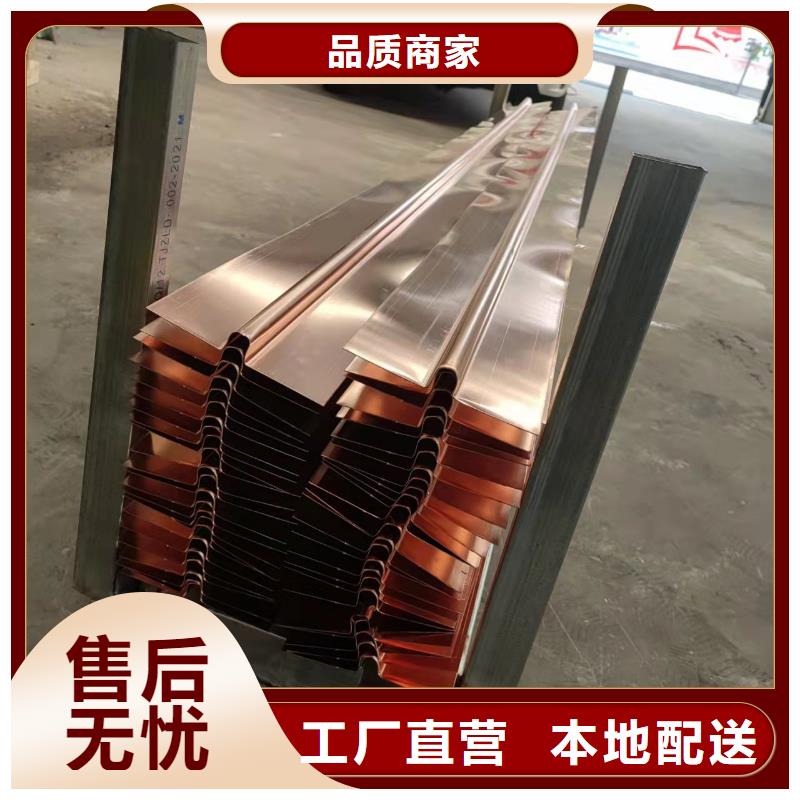
止水铜片紫铜止水的焊接,搭接长度要求不小于20mm,焊接质量要求如下:甘肃张掖止水铜片 1、目测或量测检查焊缝是否平整,光洁,轴线对接误差是否满足招标文件技术条款要求及搭接长度不小于20mm。 2、接头渗透检验原止水焊工更换时,必须对接任焊工焊接质量进行渗透检验,具体检验方法如下:采用煤油滴在焊缝上,另一侧洒上粉笔灰或干石灰的方法检验,等待一分钟然后看另一面的焊缝是非有汽油渗漏,如有映湿用粉笔做记号,重新补焊。 3、力学性能试验接头拉力试验不小于母材抗拉强度的80% 紫铜止水设置安装时,一定要将其铜鼻子中心线与施工缝中心线对齐,且用模板夹紧定位,防止其移位,支撑牢固后才可进行下一步的施工。同时水平止水上下50cm范围内 不要设置水平施工缝,如果实在没有办法避免,应采取其他措施将止水带埋入或者留出即可。 紫铜止水片发生渗漏,主要是因为安装过程中的焊接工艺不当、伸缩缝处混凝土及沥青关注不密实所致,具体原因有: 1)紫铜止水加工及安装不当引起渗漏 2)伸缩缝处混凝土及沥青灌注不密实引起渗漏 3)地下承压水影响引起渗漏 4)沉降差对止水结构产生影响引起渗漏



页面所展示的 土工布产品可销往江苏、上海、浙江、福建、安徽、江西、山东、山西、河北、河南、北京、天津、辽宁、吉林、黑龙江、内蒙、宁夏、陕西、新疆、青海、湖南、湖北、重庆、四川、贵州、云南、广东、广西、海南等省市和自治区。


甘肃张掖止水铜片 铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。甘肃张掖止水铜片用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。 铜止水规格 1.执行标准GB2059-2008; 2.厚度:0.5-14mm; 3.宽度:200-1000; 4.长度:1000-3000; 5.抗拉强度不小于205Mpa; 6.伸长率不小于20%; 7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定; 8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。 GBT 2059-2017铜及铜合金带材(以下称标准)对水利工程铜止水的厚度以及宽度要求进行了相应的调整。原标准称为M态铜止水,先更名为O6O软化退火态。新的标准规定,铜止水的厚度需大于0.15mm或小于0.5mm,其宽度需小于等于610mm。而硬态铜止水,主要生产1/4硬态(H01),其厚度在0.5mm~5mm之间,宽度规定小于等于1200。



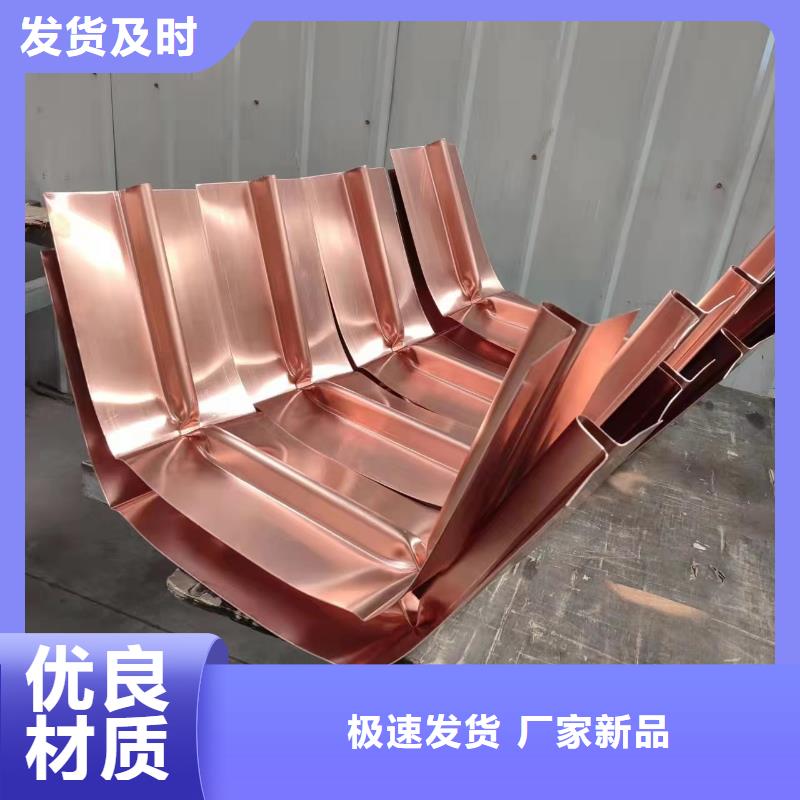
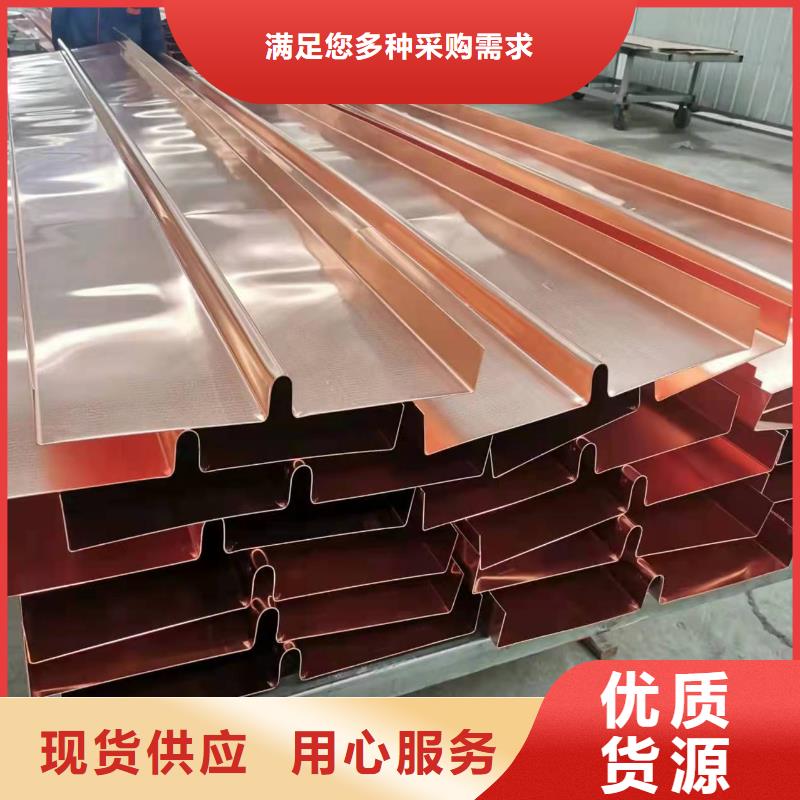
紫铜止水甘肃张掖止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。 紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。 气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。 1)搭接焊工艺 ① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。 ② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。 2)施焊操作要点 气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。 氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。 点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。 火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。 调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,

止水铜板生产厂家,金鸿耀工程材料(张掖市分公司)为您提供止水铜板生产厂家产品案例,联系人:程经理,电话:【15650312333】、【15650312333】。