


想知道螺旋管合金管品质保障价格合理产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:山东泰安螺旋管合金管品质保障价格合理的图文介绍
钢兴钢管(泰安市分公司)深耕 3pe防腐钢管行业,采用z u i新生产工艺,科学配比材料,全新生产技术工艺,如果您对我们的产品、技术或服务有兴趣,随时欢迎您的来电或上门咨询。我们将以良好的质量,合理的价格,快捷的工期服务客户!

焊接工艺:从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。


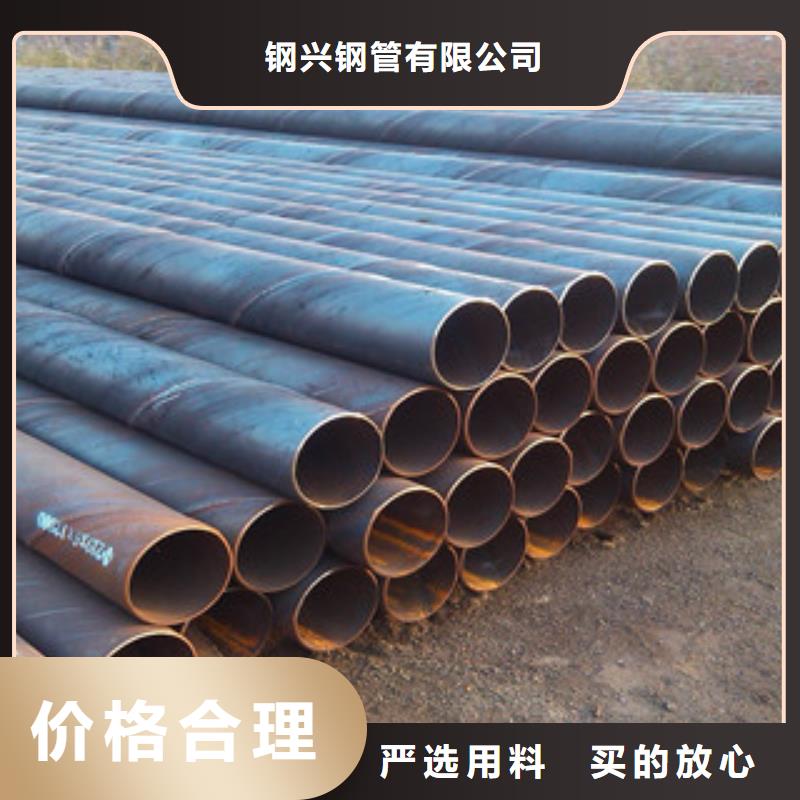
静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试验压力保持时间不少于5秒; D≥508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。用途:螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。
作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。



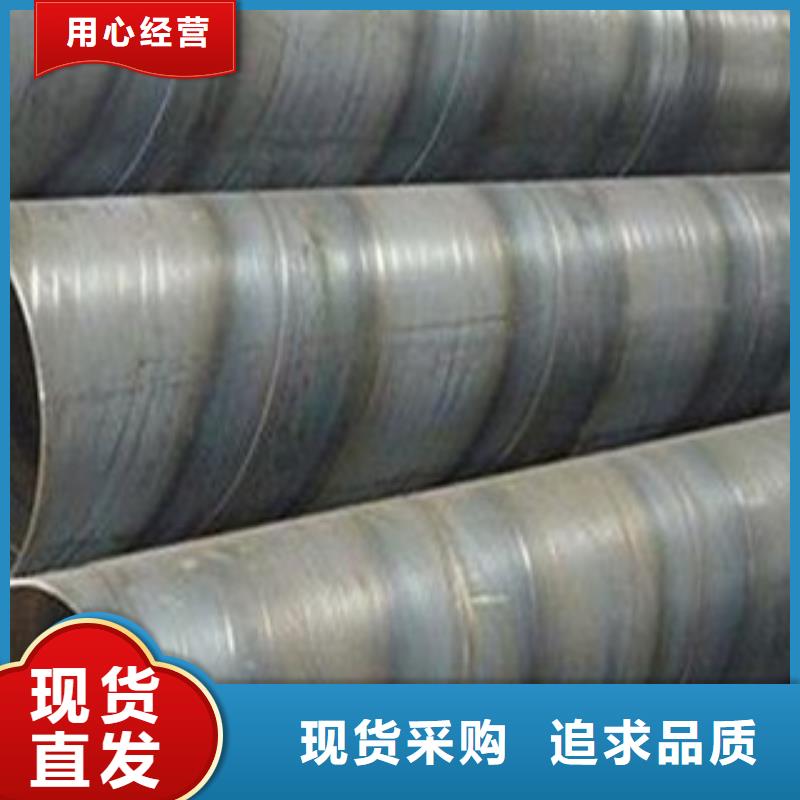
螺旋焊管的生产是基本上在同一工况条件下稳定的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序过程。这是螺旋焊管生产区别于直缝焊管生产的重要特征。
稳定的生产工况非常便于焊接质量的控制和几何尺寸的保证。由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有非常好的管口椭圆度和端面垂直度,保证了现场钢管焊接组对时的组对精度。
对输送介质流动特性的影响?
输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比。而流体阻力系数既与雷诺数有关,又与管子内壁表面的粗糙度有关。经测定,管子内壁表面的粗糙度所起的影响要比局部隆起的面积(如螺旋形的焊缝或纵长的焊缝、甚至包括内环形焊缝)所起的影响大十倍。
稳定的生产工况非常便于焊接质量的控制和几何尺寸的保证。由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有非常好的管口椭圆度和端面垂直度,保证了现场钢管焊接组对时的组对精度。
对输送介质流动特性的影响?
输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比。而流体阻力系数既与雷诺数有关,又与管子内壁表面的粗糙度有关。经测定,管子内壁表面的粗糙度所起的影响要比局部隆起的面积(如螺旋形的焊缝或纵长的焊缝、甚至包括内环形焊缝)所起的影响大十倍。


