



准备好领略滚压管_90调质活塞杆高品质现货销售产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:北京房山滚压管_90调质活塞杆高品质现货销售的图文介绍
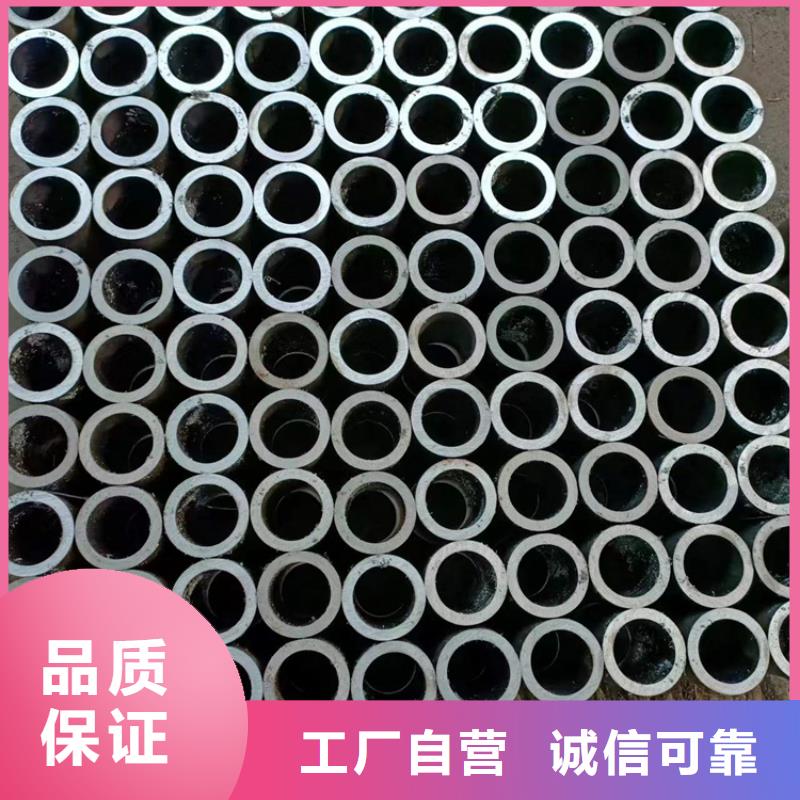
珩磨管液压机械(北京市房山区分公司)拥有多年的 缸筒生产经验和强大的生产能力,以科学的质量管理体系为支撑,以品质管理为基石,以先进的生产设备为依托,专业的技术人员为保障。我厂秉承坚持以质量诚信为原则,奉献真诚的方针,竭诚为广大客户服务。 我厂 以产量高、质量优、规格全、品种多、价格低、供货速度快而著称, 缸筒产品在市场上深受广大客户的青睐。 我们的经营方针是:以人为本、用户至上、专业生产、技术创新。我们将以“开拓、进取、求实、创新”的精神与广大同仁共创美好的明天,并期待更好的与广大新老客户真诚合作、


北京房山珩磨管油缸管绗磨管在装配硬管的过程中,应按规定弯曲半径使管路弯曲,否则会使管路产生不同的弯曲内应力,在油压的作用下逐渐产生渗漏。硬管弯曲半径过小,就会导致管路外侧管壁变薄,内侧管壁存在,使管路在弯曲处存在很大的内应力,强度大大减弱,在强烈振动或高压冲击时,管路就易产生横向裂纹而漏油;如果硬管弯曲部位出现较大的椭圆度,当管内油压脉动时就易产生纵向裂纹而漏油。
软管安装时,若弯曲半径不符合要求或软管扭曲等,皆会引起软管破损而漏油。
1.2.2 管路安装固定不符合要求
常见的安装固定不当有:
(1)在安装油管时,不顾管路的长度、角度、螺纹是否合适强行进行装配,使管路变形,产生安装应力,同时很容易碰伤管路,导致其强度下降;
(2)安装油管时不注意固定,拧紧螺栓时管路随之一起转动,造成管路扭曲或与别的部件相碰而产生摩擦,缩短管路的使用寿命;
(3)管路卡子固定有时过松,使管路与卡子间产生的摩擦、振动加强;有时过紧,使管路表面(特别是铝管)夹伤变形;这些情况都会使管路破损而漏油;
(4)管路接头紧固力矩严重超过规定,使接头的喇叭口断裂,螺纹拉伤、脱扣,导致严重漏油的事故滚压管



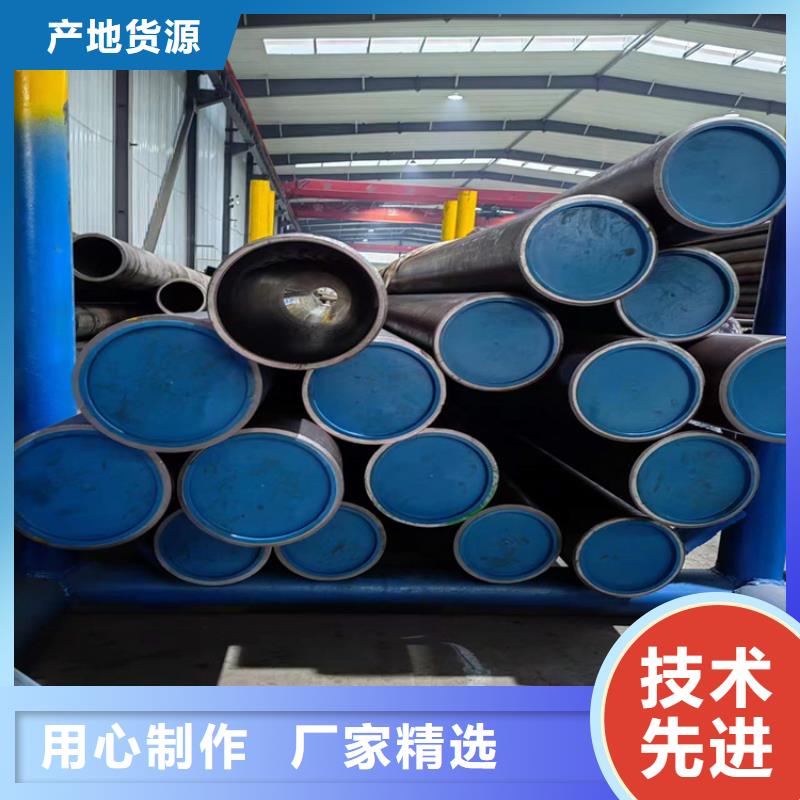
北京房山珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管


北京房山珩磨管油缸管绗磨管我们大口径厚壁绗磨管厂对Φ400mm自动轧管机组,穿孔、二次穿孔(延伸)、自动轧管和均整4个轧制过程的荒管实测壁厚数据进行了傅立叶变换,得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的关键环节,主要措施是改进工具设计,提高顶杆和顶头在旋转过程中与轧制线的同心度。
②改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与轧制线的同心度。
③轧管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,轧管时应轧制两道,道次之间应将荒管翻转90°。
④均整过程能基本上对称性壁厚不均,但对螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力。
⑤傅立叶变换是研究斜轧过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。
滚压管



