




想要快速了解生产线数控弯箍机厂家今日价格产品?视频给你直观的感受!
以下是:滁州琅琊生产线数控弯箍机厂家今日价格的图文介绍

振 动 1、 进给速度不当
2、 齿型选择不当
3、 张力调整不当
4、 工件未夹紧
5、 液压系统不稳定
6、 切削速度过大
7、 锯刃磨耗过大 1、 调整进给速度
2、 根据工件大小,几何形状选齿
3、 调节张力
4、 夹紧工件
5、 检验维修液压系统
6、 将切削速度调整正确
7、 换成高级锯刃的带锯条
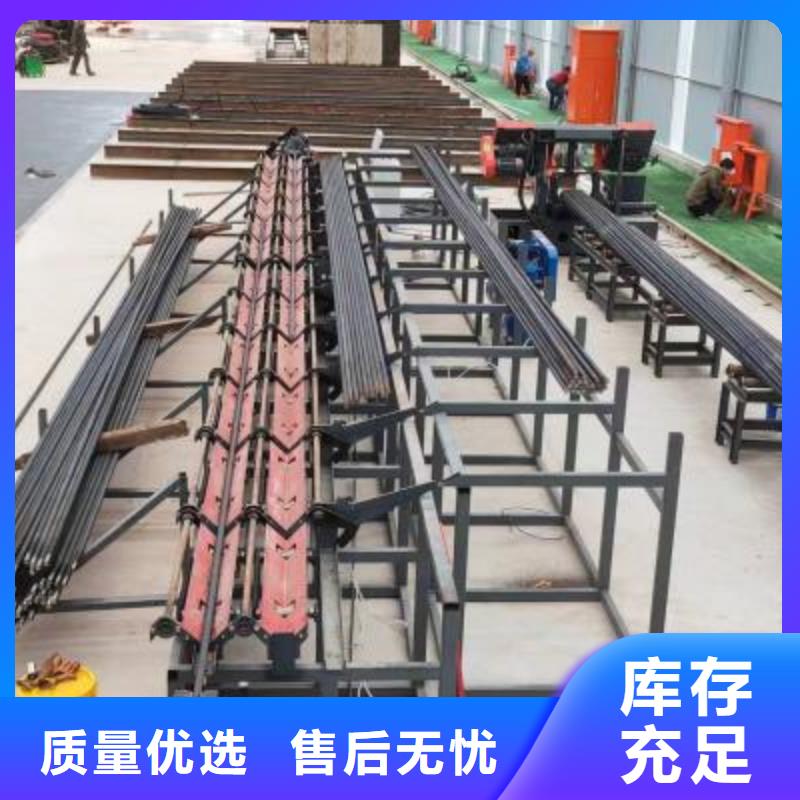
全自动数控带锯床
1.数控带锯床系列适用于大批量同规格材料锯切,设备切断速度快、、稳定、节能、节材。可配备小料成束装夹装置。
2.设备具有手动、全自动和急停功能,液压进给工作,无级调速,液压夹紧工作,自动停机,断带停机保护装置。
3. 人机界面取代传统控制面板功能,数字设定,指示灯等,随时显示系统状态,操作指示,参数设定;所有设定全部可以在人机界面对话框完成,所有息中文显示,操作极为简便。
4. PLC可编程控制器,设定锯切全过程的自动程序。
5.送料长度采用光栅尺控制,送料长度误差<0.2mm;可一次设置五组锯切参数。
6.可根据客户要求增加带转角功能。


建贸机械钢筋切断加工设备(滁州市琅琊区分公司)位于老城镇,交通便利,位置优越。主要生产 智能张拉机、龙门式等离子切割机。自2公司成立以来,经过十几年的、快速发展,已成为行业颇具规模的 智能张拉机、龙门式等离子切割机生产企业。公司坚持以率高质量不断研发新产品,以科技先进的管理理念对企业进行整体规划。 成功来自品质,原于专业!我公司兼程“商者无域,相融共进”的原则“踏踏实实做人,实实在在做事”的经营理念,愿与各界人士携手共创美好明天 !



河南建贸机械有限公司钢筋带锯床下料锯床型号
液压传动系统由泵,阀,油缸,油箱,管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱,控制箱,接线盒,行程开关,电磁铁等组成的控制回路,用来控制锯条的回转,锯梁的升降,工件的等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴,蜗轮箱,主动轴承座,蜗杆轴承,升降油缸上下轴,活动虎钳滑动面丝杆)要求加油。蜗轮箱内的蜗轮,蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上,下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。
液压传动系统由泵,阀,油缸,油箱,管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱,控制箱,接线盒,行程开关,电磁铁等组成的控制回路,用来控制锯条的回转,锯梁的升降,工件的等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴,蜗轮箱,主动轴承座,蜗杆轴承,升降油缸上下轴,活动虎钳滑动面丝杆)要求加油。蜗轮箱内的蜗轮,蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上,下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。
